
Safety Tips
You’re dealing with cutting metal and thus sharp edges, high speeds, high temperatures, shavings, and other nastiness. Even if any of that does not cause serious injury, it’s enraging when, for example, you unwittlingly grab a chassis where it’s just been heated to 500F having withstood the wrath of a Forstner bit.
- “Heavy duty” work area only
- Keep away from children and pets
- Protective eyewear
- Shoes (shavings, very hot temps)
- Gloves (shavings, very hot temps)
- Vacuum: Vacuum early and often
Drills
Hand drills
- Low speed/low torque
- “Regular” mode (not “hammer” or “impact” mode)
- Drilling
- Twisting wire
Drill presses
- Drilling (board & chassis, more so the former)
- Turret Pressing & swaging
Bits
Smaller Holes
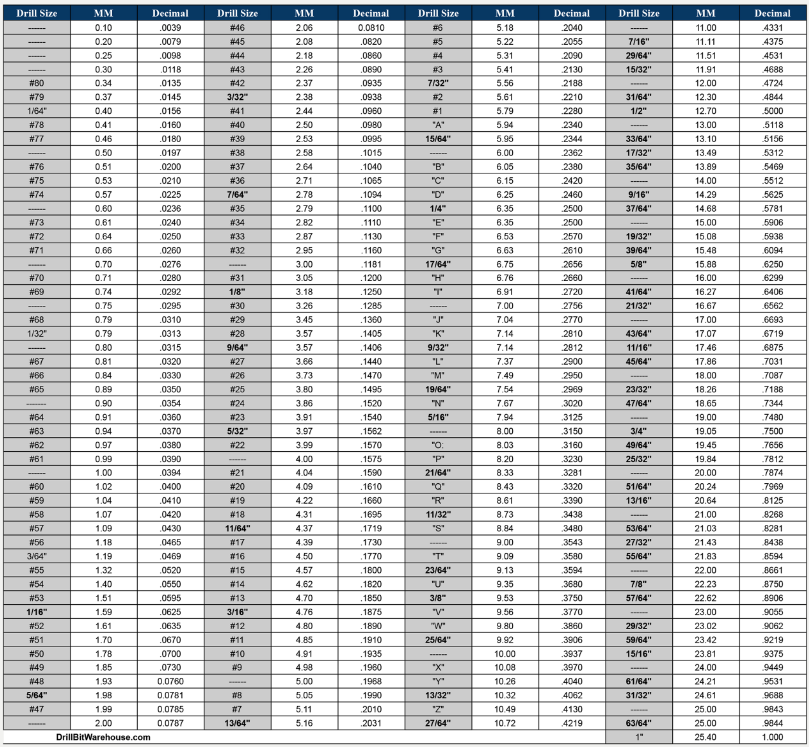
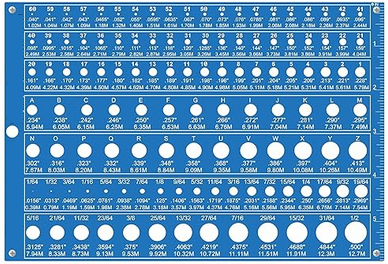
Drill size chart
Hole gauge
- Buy one for smaller holes (stainless steel, preferably not aluminum, and certainly not plastic)
- Make one (aluminum stock) for larger holes
- Larger assortment of bits, the better.
- Measure using calipers – may be surprised
- Drilling at lower speeds and torque will generally prolong bit life and reduce the odds of the aluminum warping from high temperatures.
- A tiny amount of cutting fluid (or WD40) speeds up the process and prolongs bit life (cutting fluid can be cleaned after the surface cools using Simple Green or degreasing dish detergent; rinse off thoroughly with water then dry it using a compressor and/or heat gun thereafter)
- Always punch the center for accuracy and to prevent walking (and dancing, staggering, meandering, etc.)
- Brad tips further prevent walking

- Drill bits are pretty much considered disposable, and thus one area when quality over quantity may not make much sense, especially since we’re cutting metal (albeit aluminum).
- They’ll break, wear out, become disorganized, get lost, etc.
- Generally limited to turret, pilot lamp, screw, and pot & switch holes.
- Sizes
- Inches (every 64th)
- Metric (every 0.5mm)
- “Drill gauge” (numbers 1-80)
- “Letter gauge” (letters A-Z)
Larger Holes
- Use for transfomers, choke, & tube sockets
- Forstner bits (my preference and can be sharpened with a file)

- Step bits Step bits boast an ingenious design, are well-suited for drilling aluminum, and are generally inexpensive.
Check the diameter using calipers to verify, mark the appropriate step/stop point, and proceed slowly to prevent over-stepping to the next gradation and creating a larger hole The one drawback is that that, unlike other bits, these must be “supervised” to ensure you proceed only to your specified width.

- Q.Max-style sheet metal punches:
- Potentially the best option, but can be pricey (see eBay…), but will last many lifetimes of amp building
- A perfect, precision, punched hole through aluminum and steel

A Q.Max (or Q.Max-style) circular metal punch for aluminum, steel, unobtainium, obtainium, etc. - Hole saws:
- Equally effective as Forstner bits, but more expensive
- Chuck/mandrel may not be compatible across brands and models
- Not conducive to sharpening as (smaller) Forstner bits are
Warning: Avoid spade bits, especially the ones with the screw thread tip. These are designed for wood only, not to be used in drill presses and, in any case, are impractical, ruinous, and dangerous for metal.

Tip: When drilling, use blue tape inside out…
Example: “Late stage” chassis drilling
- It happens - for example, I decided very late in the game to swap the channel switch for a separate jack, which required enlarging the hole
- Crumple a wad or two of wide blue tape sticky side out, then cram under/around the drill area to catch the shavings.
Reaming & deburring
- Countersink
- May do a better job and quicker than using a deburring tool
- Limited accessbility for interior of certain holes

- See reamer/deburring tool